歡迎光(guāng)臨 山東鑫德億金屬材料有限公司 網站(zhà₽<n)!
山(shān)東(dōng)(無縫鋼管,無縫管,精密管)山東&★鑫德億金屬材料有限公司
全國(guó)服務熱(rè)線:
15806358882
歡迎光(guāng)臨 山東鑫德億金屬材料有限公司 網站(zhà₽<n)!
山(shān)東(dōng)(無縫鋼管,無縫管,精密管)山東&★鑫德億金屬材料有限公司15806358882

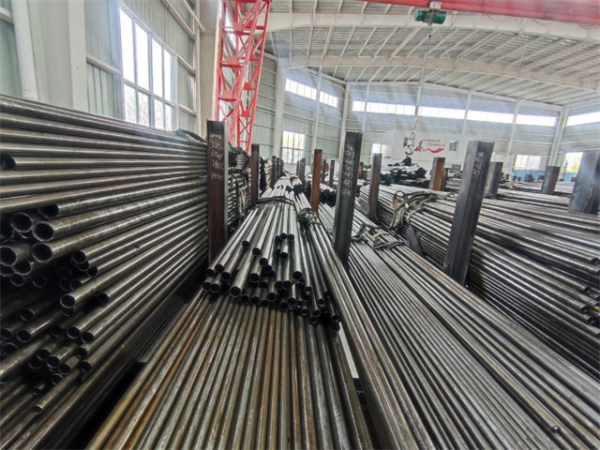
精密管 光(guāng)亮(liàng)精密管 材質齊全
材料名稱:精密管
精密管是(shì)用(yòng)于機(jī)械結構、液壓設✔ε∞備的(de)尺寸精度高(gāo)和(hé)表$∑∞面光(guāng)潔度好(hǎo)的(de)無縫管。選€ε用(yòng)精密無縫管制(zhì)造機(jī)械結構或液壓設備等,可(kěππ)以大(dà)大(dà)節約機(jī)械加工(✔♠≤πgōng)工(gōng)時(shí),提高(gāo)材料利用(yòng ↑)率,同時(shí)有(yǒu)利于提高(gāo)産品質量。 小(xi©≈<ǎo)口徑無縫管按生(shēng)産方法不(→€bù)同可(kě)分(fēn)為(wèi)熱(rè)軋λ'管 、冷(lěng)軋管 、冷(lěng≠&∞)拔管 、擠壓管等, 熱(rè)軋無縫管一(yī)般在自(zì)✘π動
精密管軋管機(jī)組上(shàng)生(shēng)産,實心管坯經檢查并表☆δ♥δ面缺陷截成所需長(cháng)度, 在管坯穿孔端端面上(shàng)定心 然↔λλ÷後送往加熱(rè)爐加熱(rè) 在穿孔機(jī)上(shàng)穿孔 在 ₽穿孔同時(shí)不(bù)斷旋轉和(hé)前進, 在軋輥和(hé÷×')頂頭的(de)作(zuò)用(yòng☆Ω€λ)下(xià), 管坯內(nèi)部逐漸形成空(kōng)腔稱毛管≥✘↕, 再送至自(zì)動軋管機(jī)上(sh±≤àng)繼續軋制(zhì)經均整機(jī)均整壁厚, 經定徑機(×®jī)定徑, 達到(dào)規格要(yào)求, ∏利用(yòng)連續式軋管機(jī)組生(shēng)産熱(rè)軋 ±無縫鋼管是(shì)較先進的(de)方法, 若欲獲得(≈×αde)尺寸更小(xiǎo)和(hé)質量★↓更好(hǎo)的(de)無縫管, 必須采用(yòng)冷(lěng)軋 冷(l™ěng)拔或者兩者聯合的(de)方法冷(lěng)軋通(tōng)常在二輥$★式軋機(jī)上(shàng)進行(xí♦¶Ω✔ng),小(xiǎo)口徑無縫管在變斷面♠≈↔↓圓孔槽和(hé)不(bù)動的(de)錐形頂頭所組成的(de)環形孔€$型中軋制(zhì), 冷(lěng)拔通(t¥↓≥ōng)常在單鏈式或雙鏈式冷(lěng)拔機(jī)上(shà₽←ng)進行(xíng), 擠壓法即将加熱(rè)好(hǎo)的(de)管坯放( &♥fàng)在密閉的(de)擠壓圓筒內(nèi)穿孔棒與✘↕擠壓杆一(yī)起運動, 使擠壓件(jiàn)從(cóng)較小( ≥xiǎo)的(de)模孔中擠出, 此法可(kě)生(shē↓ε≥ng)産直徑較小(xiǎo)的(de)鋼管。
精密管規格: 6*1 18*5 25*6 8*✔☆♠<1 18*6 25*7 8*1.5 19*1.5 25↔£÷β*8 8*2 19*2 27*2 10*1 19*2.5 27Ωπ*2.5 10*1.5 19*3 27*3 10*2 19*4 27*®≥δ>4 10*2.5 19*5 27*5 12*1 20*1'Ω♥✘.5 27*6 12*1.5 20*2 27*ε↕©¥7 12*2 20*2.5 28*2 12'♣♦*2.5 20*3 28*2.5 12*3 20*4 $ 28*3 14*1.5 20*5 28*3.5 14*2 20*α↔ 6 28*4 14*2.5 22*1.5 28*5 14*3 22σ₽λ≈*2 28*6 14*4 22*2.5 28*7 16*1.5 22*3 ♣✔•30*2 16*2 22*4 30*3 16*2.5 2≤≈↕>2*5 30*4 16*3 22*6 30*5 16*4 λ≥25*1.5 30*6 16*5 25*2 30*7 18*♦®¶≥1.5 25*2.5 30*8 18*2 25*3 18*2.5 2$₽5*3.5 18*3 25*4 18*4 2↕÷5*5
推薦資訊