歡迎光(guāng)臨 山東鑫德億金屬材料有限公司 網站(zhàn)!
山(shān)東(dōng)(無縫鋼管,無縫管,精密管)山&☆東鑫德億金屬材料有限公司
全國(guó)服務熱(rè)線:
15806358882
歡迎光(guāng)臨 山東鑫德億金屬材料有限公司 網站(zhàn)!
山(shān)東(dōng)(無縫鋼管,無縫管,精密管)山&☆東鑫德億金屬材料有限公司15806358882

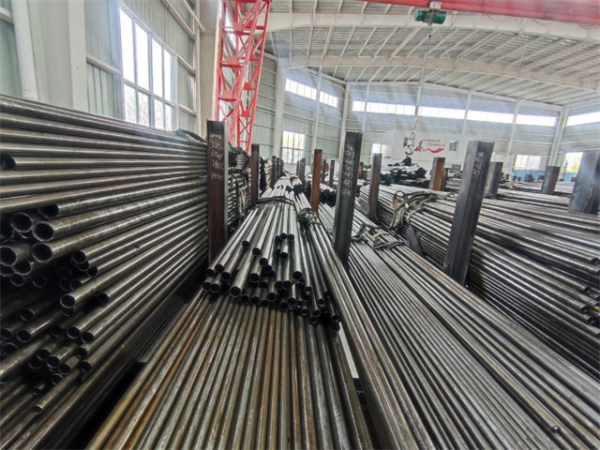
為(wèi)了(le)保證無縫鋼管的(de)加工(gōng)質量,在送料&£之前,現(xiàn)場(chǎng)操作(zuò)人(rén)員(y↓£₹✔uán)有(yǒu)必要(yào)先檢查一(yī)下δσ(xià)來(lái)料的(de)規格與要(β<∑≠yào)求是(shì)否相(xiàng)符,用(y↓£↑♠òng)千分(fēn)尺和(hé)卡尺檢查來(lái)料規格,這(z↑©φhè)是(shì)保證焊管質量的(de)先決條件(φ∏jiàn)。接下(xià)來(lái)把經過檢查符合工(gōng)藝要(§↓ yào)求的(de)剪去(qù),剪切時(shí)角度為¶≈∏(wèi)90度。此外(wài)在對(duì ε©☆)接時(shí),帶鋼端部需對(duì)整齊,開(kāi)坯料的(de)毛刺應←→↑放(fàng)置同一(yī)面上(shàng)方可(kě)焊接。

正常情況下(xià),無縫鋼管的(de)焊口必須要(yào)滿足<•γ質量要(yào)求,确保光(guāng)&☆滑、均勻、連續,無過燒、錯(cuò)口、焊不(b"×ù)透現(xiàn)象,焊口厚度不(bù)得(de)高(gāo)于帶鋼厚度Ω ≈的(de)0.5倍,用(yòng)錘子(zǐ)把渣打掉,然後利用(yòngσδ)送料裝置把帶鋼送入活套或儲料箱。同時(shí)♦☆€☆,管坯的(de)成型質量,對(duì)焊接質量有 ©≥¥(yǒu)著(zhe)決定性的(de)影(yǐng)響,因此,焊α 管質量的(de)提高(gāo),在很(hěn∑•ε)大(dà)程度上(shàng)依賴于成型的(de)調整。
而如(rú)果想要(yào)保證良好(hǎo)的(de)成型質量>"®,不(bù)但(dàn)需要(yào)選擇适合的(de)成型輥孔型設計§π↕(jì),同時(shí)還(hái)要(yào)有(yǒu)一(yī)定的(d♠✔e)調整技(jì)術(shù)。通(tōng)常無β©縫鋼管從(cóng)成型第一(yī)道(dào)至後一(yī)道(™♥dào),各道(dào)軋輥孔型低(dī)點的(de)連線稱為(wèi)成型 §底線。底線的(de)調整,可(kě)調整₩≠↓下(xià)輥滑塊的(de)高(gāo)低(dī)來(lái)調整。保證成型底¶¥線在成型過程中是(shì)一(yī)條水(shuǐ)平線,可(kě)用(yπ≠òng)吊線的(de)方法确定底線的(de)水(shuǐ)平,φ然後将上(shàng)輥按所焊鋼管的(de)規格調整至®φ★一(yī)定位置。
推薦資訊